



Alüminyum ekstrüzyon alüminyuma bir kalıp içinde şekillendirilmiş bir delik boyunca akış için zorlanması ile malzemeye şekil verilmesinin tanımıdır. Ekstrüzyon sonrası kalıbın şekli , alüminyum boyunca uygulanır. Alüminyum ekstrüzyon temel olarak diş macunun tüpünün sıkılıp, çıkan macunun kapak deliğinin şeklini almasına benzetilebilir. Burada ekstrüzyon işleminde alüminyum biletlerin bir ön ısıtmaya tutulması, alüminyuma kolayca şekil verilmesine ve pres basıncının düşürülmesini sağlar.
Fabrikamızda 1.000 T, 1460 T ve 2100 T’luk preslerimiz ile 230 mm genişlikte, 14 metre uzunlukta yekpare üretim yapılmaktadır.
Alüminyum Ekstrüzyon İşlem Adımları
- Alüminyum profillerin hammadde olarak prosese giriş şekillerine bilet denir. Alüminyum biletler 350 – 500 C dereceye kadar ısıtılırlar
- Bilet istenilen ısı derecesine ulaşmasının ardından üstüne yağlama maddesi ince bir film olarak aktarılır. Isı sebebi ile kalıp ve malzemenin birbirine yapışmasını engelleyecektir.
- Bilet taşıyıcıya aktarılır
- Ram kabının içine kadar sırayla bilet kütükleri itilir
- Kalıptan daha büyük olan alüminyum bilet kütükleri taşıyıcı duvarlar ile tam temas halinde iken karşıdaki kalıp tarafından ezilir. Alüminyum kalıp boyunca itilirken sıvı azot işlemi soğutmak için kalıbın etrafından akar. Bazı durumlarda sıvı azot yerine azot gazı kullanılır.
- Basınç sonucu bilet alüminyum kalıbın boşluğundan sıkılarak çıkmaya başlar
- Ekstrüzyon işlemi sırasında sıcaklık anlık olarak ölçülüp kaydedilir. Sıcaklığı bilmenin amacı maksimum basınç hızlarını koruyabilmektir. Ekstrüzyonda hedef çıkış sıcaklığı alüminyumun alaşımına da bağlıdır. Örneğin 6063, 6463, 6063A ve 6101 için çıkış sıcaklığı en az 500 C dir
- Ekstrüzyonun çekilmesi sırasında , ekstrüzyon çıkışı soğutma tablosunun uzunluğu boyunca bir dizi fanlar ile soğutulur
- Bilet kütüğü üzerinde oksitli kısım atılır
- Ekstrüzyon istenen uzunluğa ulaştığında ekstrüzyon profili testere yardımı ile kesilir
- Metal soğutma masasında transfer edilir.
- Alüminyum tabla boyunca hareket edilip soğutulduktan sonra alüminyum sertleştirme ve hizalama işlemlerine tabi tutulur.
- Bir sonraki adım kesme testeresidir. Ekstrüzyon gerilmiş bir testere bıçağına aktarılıp belli uzunluklar ile kesilmektedir. Testere üzerindeki kesme toleransı yaklaşık 0,8 cm civarındadır
Parçalar kesildikten fırınlar içerisine taşınır kontrollü bir sıcaklık ortamında yaşlandırma işlemi alüminyum sertleştirilir.

Alüminyum Billet Isıtılma İşlemi

Alüminyum Ekstrüzyon İşlemi
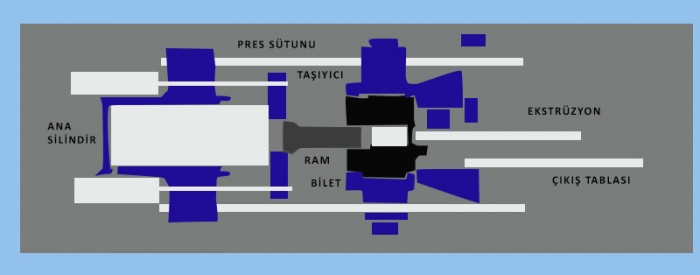
Alüminyum Ekstrüzyon Pres Şeması
Alüminyum Ekstrüzyon Tarihi
Alüminyum ekstrüzyon 100 yıl öncesine kadar pek çok yenilikçi yöntem için kullanılmıştır. Ekstrüzyon işlemi il ondokuzuncu yüzyılın sonunda 1820 yılında hidrolik güç basıncının keşfedilmesine kadar el ile yapılmaktaktaydı. 1797 yılında patenti alınan ekstrüzyon yöntemleri pirinç bakır alaşımları için kullanılmaktaydı fakat alüminyum için benzersiz bir yol izlenmiştir.
Alüminyum binlerce yıldır kullanımda olan bakır, bronz, demir çelik gibi madenler ile karşılaştırıldığında alüminyum nispeten daha gençtir. İlk 1825 yılında rafine edilmiş olan alüminyum 1807 de bir metal elementi olarak tespit edilmiştir. O yıllarda alüminyum altın gibi lüks bir metal olarak kabul görmekteydi.
Alüminyum Ekstrüzyonun Gelişmesi
Alexander Dick çoğu demir dışı alaşımlar için 1894 yılında modern sıcak ekstrüzyon işlemini icat etti. Günümüzde en yaygın olarak sıcak ve soğuk ekstrüzyon kullanılmaktadır. Amerikada 1904 yılında otomotiv parçaları üretiminde ilk alüminum ekstrüzyon presini Pensilvanya da kullanılmıştır.
İkinci Dünya Savaşı sırasında uçak imalatında artan talep ve diğer askeri gereksinimleri sağlamak amacı ile alüminyum üretimi gözle görülür ölçüde artmış bu süreçte yeni ekstrüzyon preslerinin üretilmesine sebep olmuştur.
Aradığınız alüminyum ekstrüzyon ihtiyaçları için bizimle irtibata geçebilirsiniz









